
Đã được đăng vào 22/10/2020 @ 14:19
Căn chỉnh bộ đùn nhựa (Extruder) máy in 3D
Để mẫu in được hoàn hảo và chính xác hơn thì motor đùn nhựa (Extruder) của bạn phải hoạt động chính xác theo máy in của bạn.
Đường kính sợi nhựa chuẩn là 1.75mm, các phần mềm slicer sẽ dự vào thông số này và kích cỡ đầu in bạn sử dụng để tính toán slice mẫu ra file để in.
Vì vậy số lượng nhựa được đùn thực tế khi in ra phải gần chính xác với phầm mềm tính ra thì mẫu in sẽ chuẩn và đẹp.
Không bị tình trạng thừa hay thiếu nhựa trong quá trình in.
Mỗi máy in nhà sản xuất đã setup sẵn steps/mm đùn nhựa cho motor đùn.
Nhưng không phải motor nào cũng hoạt động giống nhau cả, có cái chạy nhanh, cái chạy chậm.
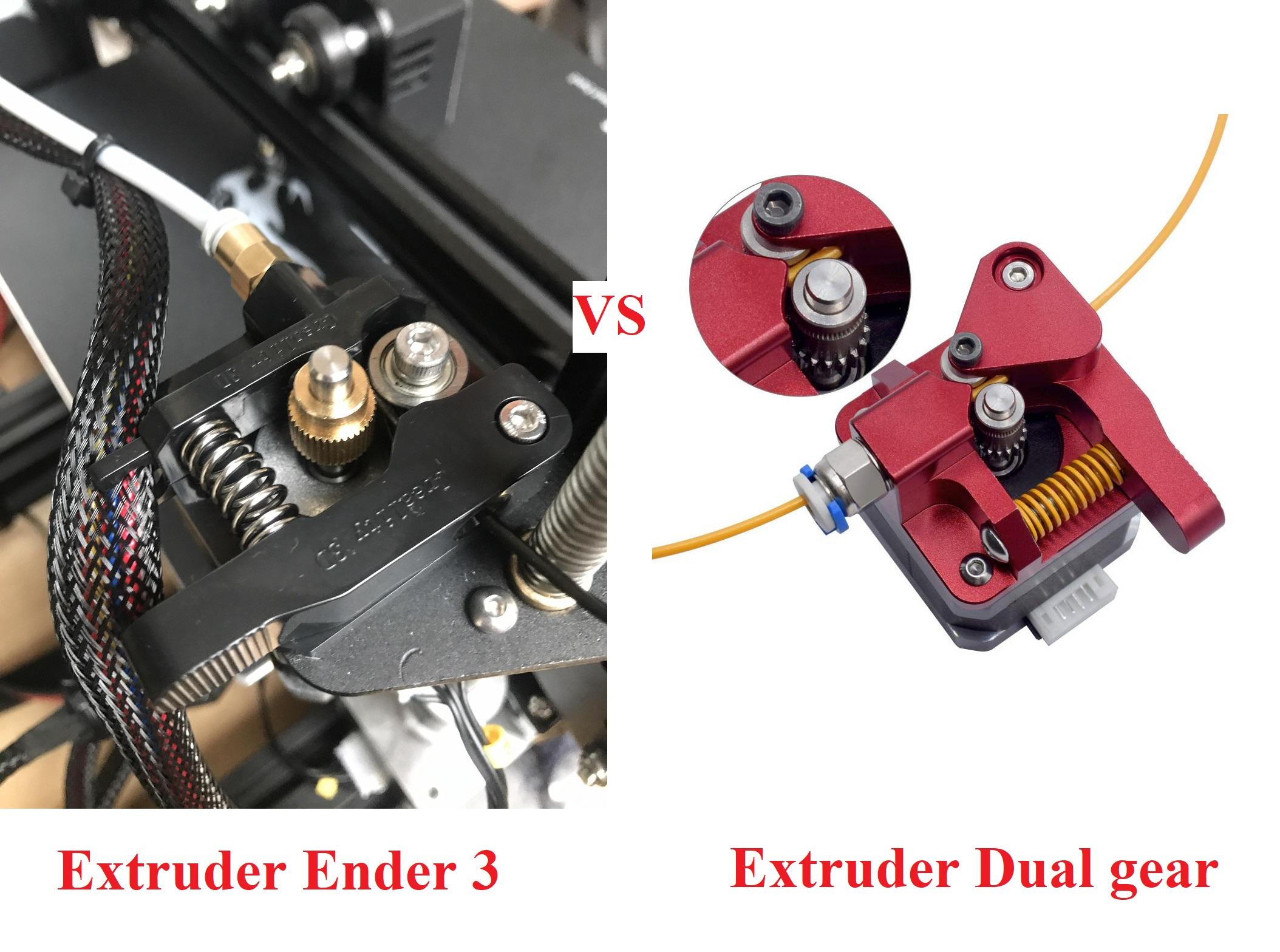
Rồi chưa kể là mua máy về mình sẽ thay bộ đùn khác xịn hơn như đùn kép hoặc bất cứ cái nào khác với của nhà sản xuất máy để được ưu việt hơn.
Lúc này bộ đùn sẽ không còn chính xác nữa do bánh răng của bộ đùn kép (dual gear) nhỏ hơn hay lớn hơn làm cho thông số đùn không còn chính xác nữa
Hoặc nó đã không chính xác từ lúc đầu.
Mình sẽ hướng dẫn các bạn chỉnh thông số cho bộ đùn (Extruder) phù hợp nhất với mỗi máy mà nó đang hoạt động.
Bài viết này sử dụng:
- Máy in 3D Ender 3 – Pro
- Máy tính Raspberry Pi cài sẵn hệ điều hành OctoPrint
- Thước đo
- Bút dạ để đánh dấu
Bạn cần 1 cây thước kẹp hoặc thước kẻ chia vạch, tốt nhất là loại thước kẹp điện tử cho chính xác và 1 cây bút màu.
Hệ điều hành có thể xài Octoprint hoặc RepetierHost hoặc bất kỳ cái gì có thể send command được cho máy in nhé (Mình dùng Octoprint).
Cách cài xem ở bài viết này.
Xem thêm:
- Hướng dẫn cài hệ điều hành cho Raspberry Pi
- OctoPi điều khiển máy in 3D từ xa
- Căn chỉnh tốc độ rút nhựa trong in 3D – Retraction Calibration
Để hiệu chỉnh giá trị steps/mm của bộ đùn, chúng ta yêu cầu máy in đùn 100 mm (10 cm) nhựa.
Sau đó, chúng ta sẽ đo lượng nhựa đùn ra và xem nó có thực sự là 100 mm hay không? – Khá đơn giản!
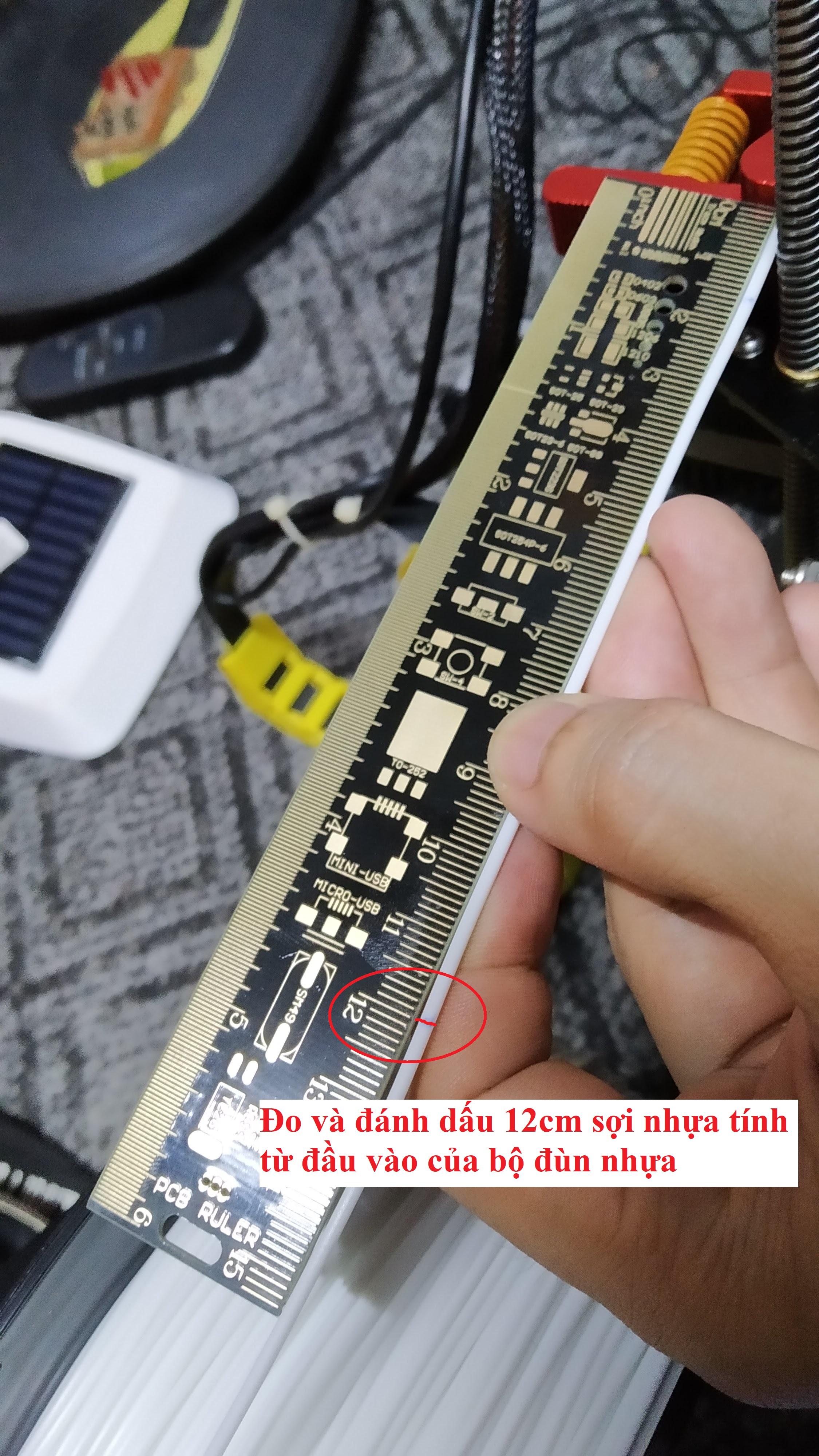
Đầu tiên đo ra 120 mm dây nhựa từ chỗ nó bắt đầu đi vào máy đùn của bạn đi ra phía cuộn nhựa và đánh dấu nó bằng bút màu.
Đây sẽ là điểm tham chiếu.
Kết nối máy in với Octoprint bằng cáp USB xong
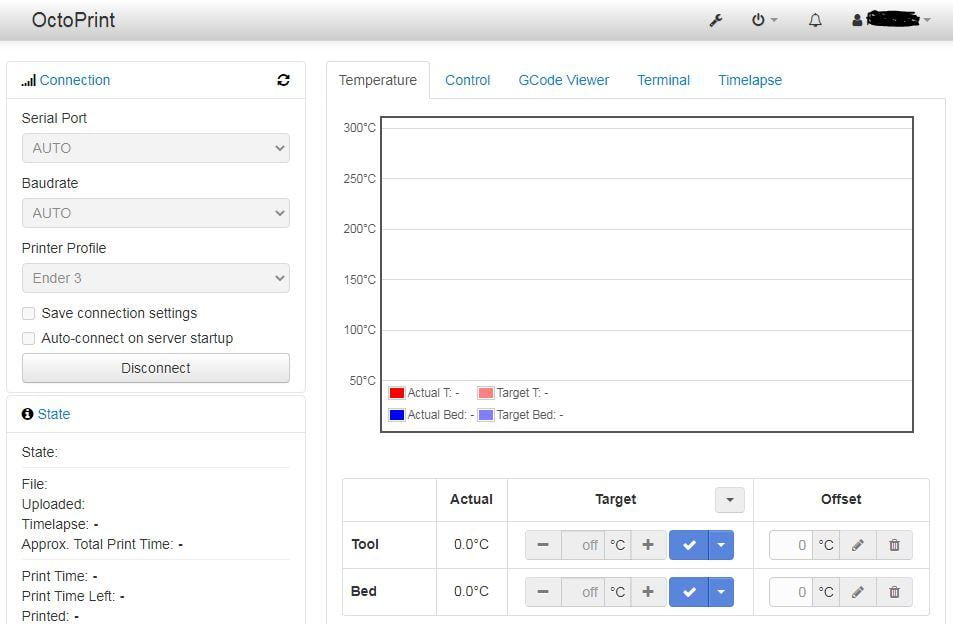
Làm nóng đầu in đến nhiệt độ in thông thường mình thường hay in.

Vào phần Send Command của Octoprint để thực hiện gửi lệnh sang máy in.
**Chú ý:
– Tháo thẻ nhớ của máy in trước khi kết nối máy in với Octoprint bằng cáp USB. Điều này giúp tránh lỗi bị treo máy khi sử dụng.
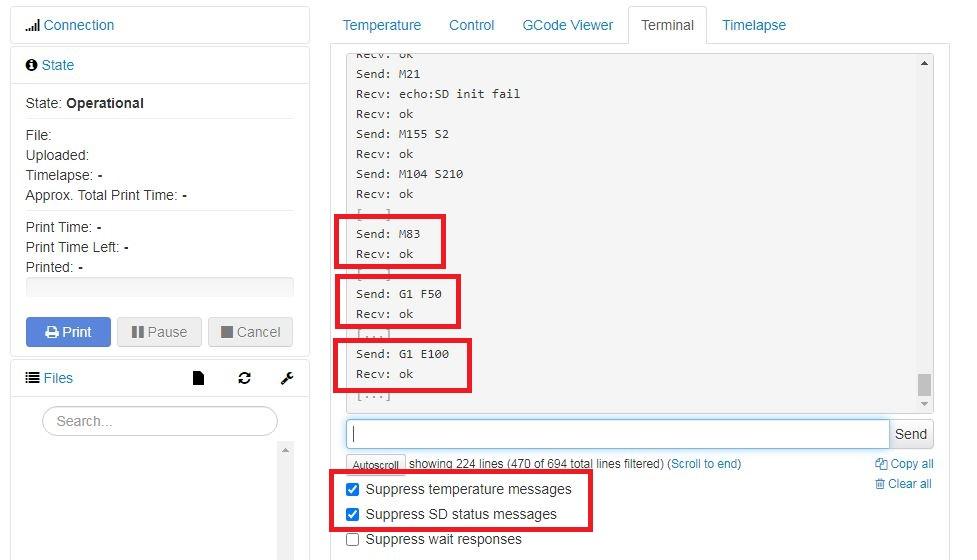
– Đánh dấu tích vào 2 ô như ảnh dưới. Tránh hiển trị những thứ không cần thiết trong ô lệnh Command.
* Gõ M83 và send.
Mình sẽ set tốc độ đùn nhựa là 50mm/phút gần với tốc độ khi mình đang in.
* Gõ G1 F50 và send.
* Bắt đầu đùn 100mm nhựa với lệnh G1 E100.
Máy bắt đầu đùn và ta sẽ mất 2 phút để máy đùn xong 100 mm nhựa, pha cafe uống thôi .
Khi máy đùn xong thì tắt nhiệt đầu in và bắt đầu đo khoảng cách giữa điểm mà bạn đã đánh dấu lúc trước và nơi nhựa đi vào máy đùn.
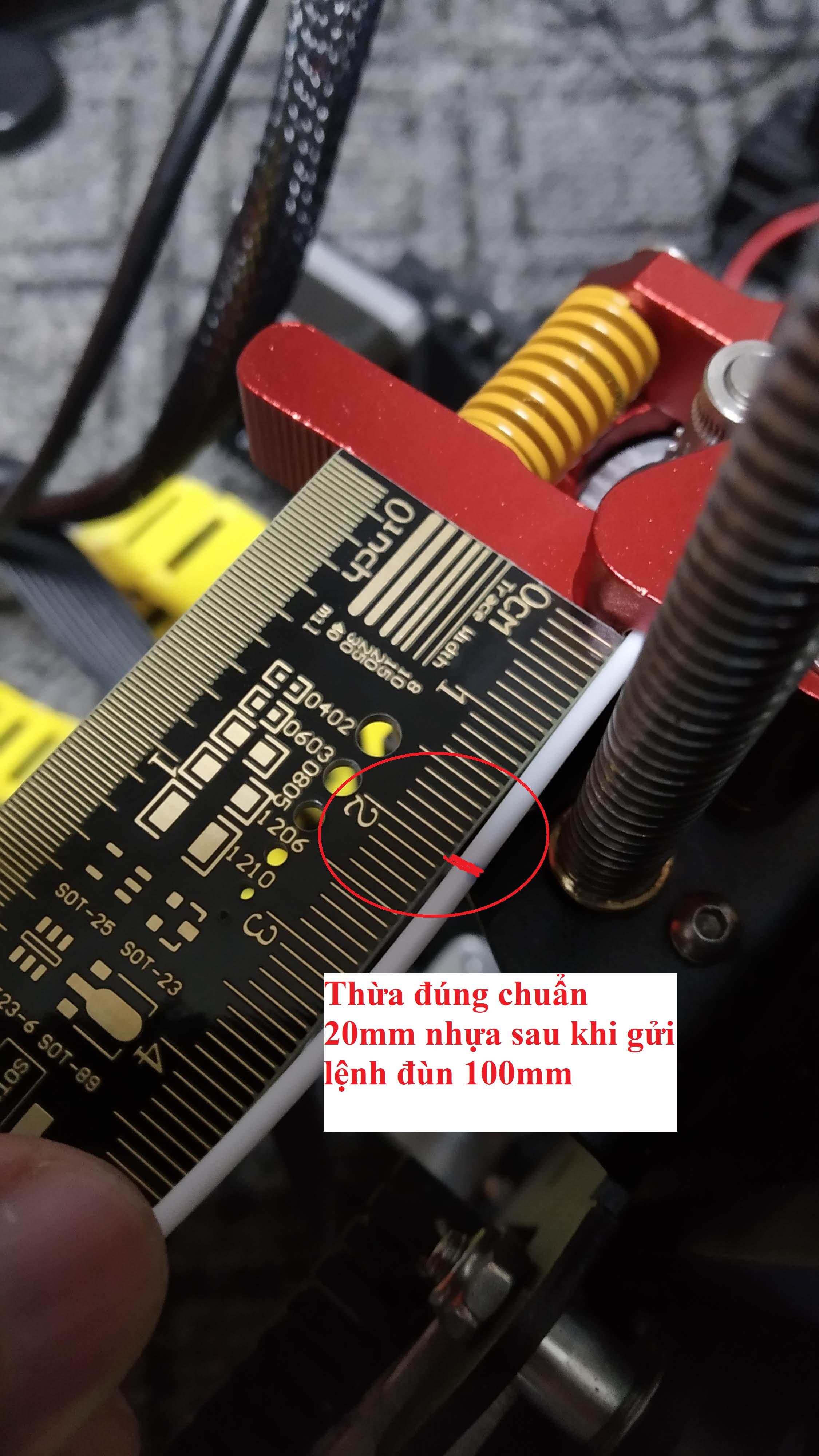
Nếu chính xác 20 mm, xin chúc mừng !!!
Các bước đùn của bạn được hiệu chuẩn hoàn hảo.
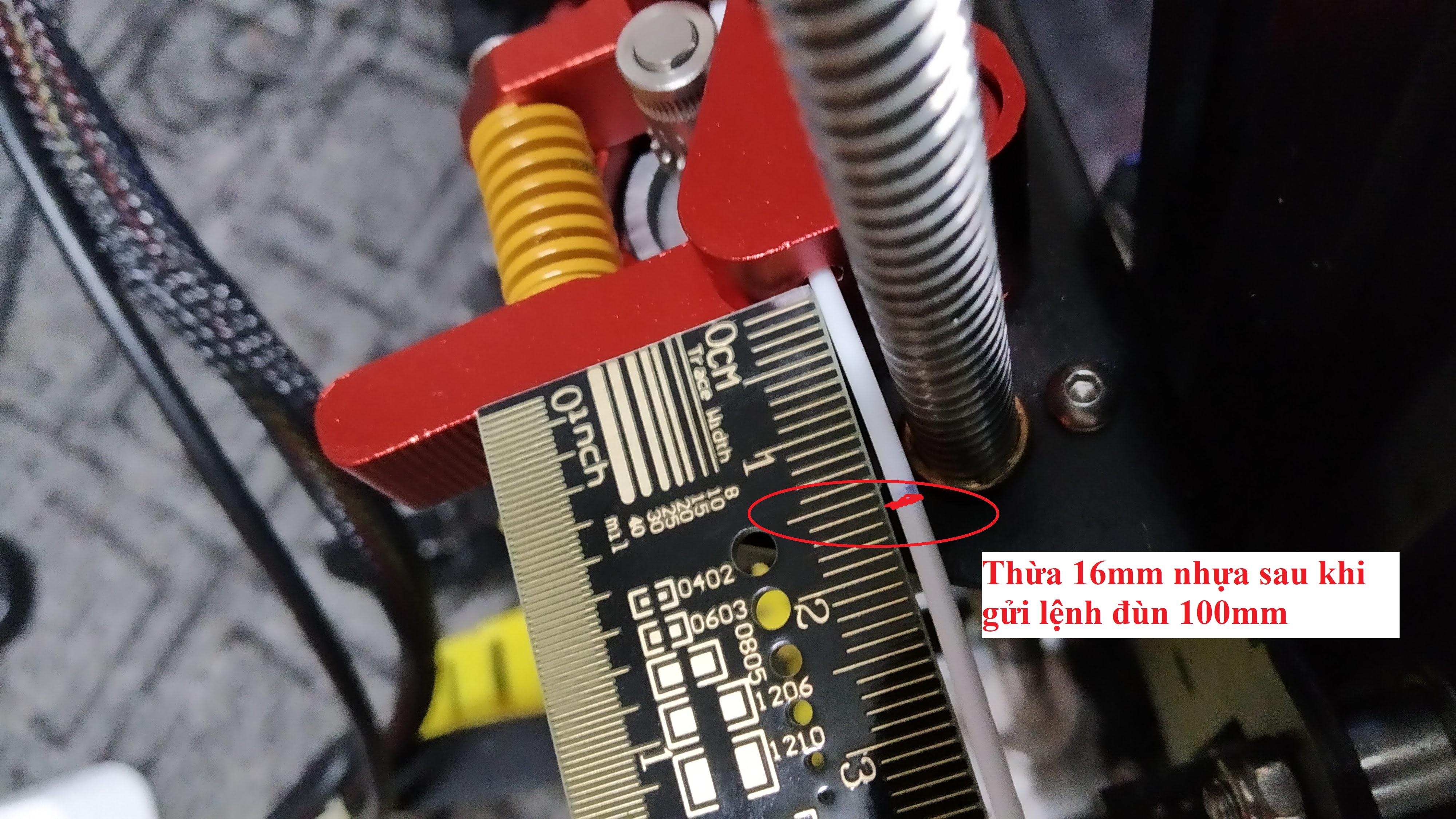
Nếu nó nhiều hơn hoặc ít hơn 20 mm, thì điều đó có nghĩa là máy đùn của bạn đã đã đùn tiếu nhựa hoặc dư nhựa trong quá trình in.
Mình cần đi tìm giá trị chính xác cho máy đùn chính xác 100 mm.
Trong bài viết này, khoảng cách nhựa đo được còn lại 16 mm, như vậy tức là lệnh 100 mm nhưng máy đùn tận 104 mm (Đùn thừa 4 mm nhựa).
Bây giờ bắt đầu tính:
Tìm số nhựa thực sự máy đùn của bạn đã đùn trong bước ở trên, ví dụ sau khi máy đùn xong bạn đo được khoảng cách còn lại cho đến điểm đánh dấu là 16mm
=> Máy đùn 120 -16 = 104 mm.
Vậy là máy bạn đùn tận 104 mm nhựa trong khi nhận lệnh đùn 100 mm.
=>> Mình sẽ có tỉ lệ 100 / 104 = 0.961538
=> Giá trị mới của máy đùn bạn cần là 0.961538 x 150 = 144.23
Để tính toán được giá trị mới cho bộ đùn thì mình cần phải biết giá trị hiện tại của bộ đùn.
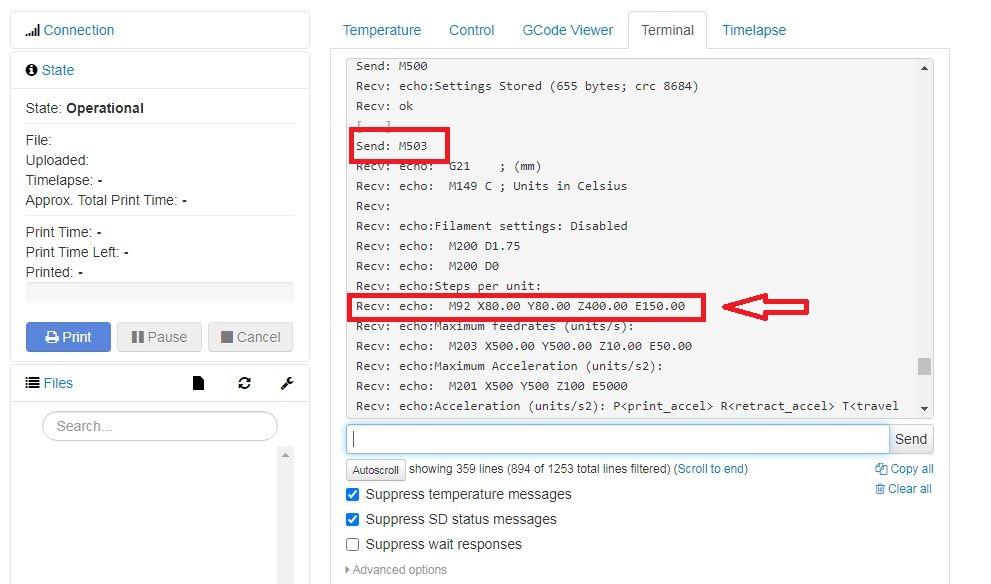
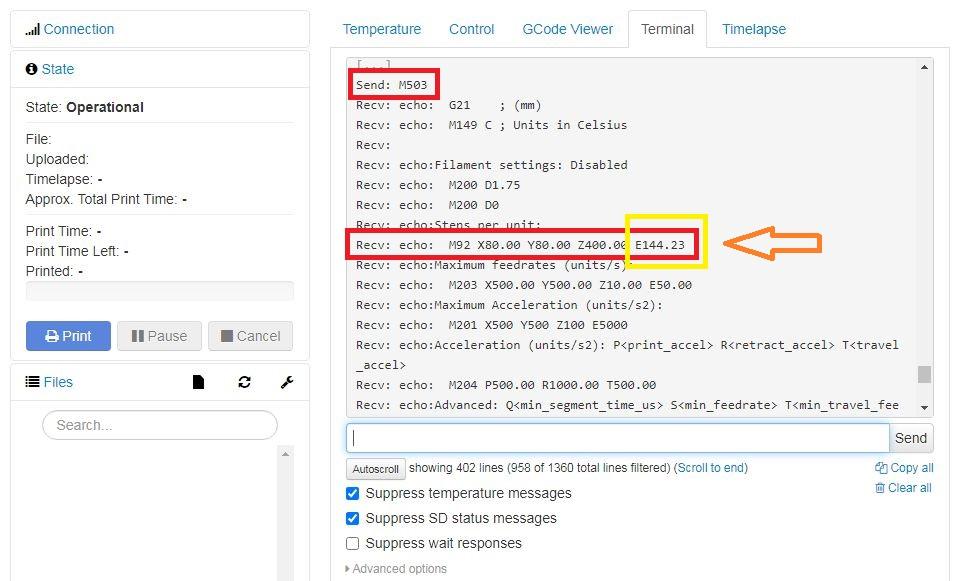
* Gửi lệnh M503 đến máy in.
Nó sẽ cho bạn biết các giá trị đang được thiết lập của máy
Chú ý dòng echo: M92 X80 Y80 Z400 E150 là các thông số mình cần => E150 (Thông số hiện tại của bộ đùn)
Bây giờ dùng lệnh để set lại giá trị này.
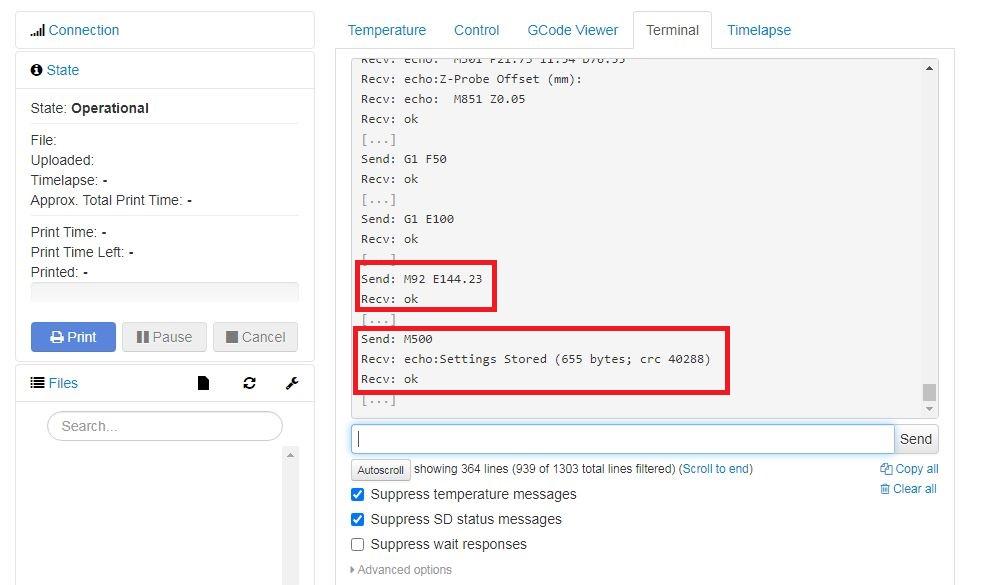
* Gõ M92 E144.23 và send
* Save lại với lệnh M500 và send.
Có thể gõ M503 để kiểm tra lại thông số đã update đúng chưa nhé.
Và test đùn nhựa lại như bước đầu lần nữa xem đoạn nhựa còn lại sau khi đùn có đúng là 20 mm không nhé.
Đúng là OK rồi, còn không thì làm lại các bước trên .
Với các máy Ender 3 Pro, Ender 5,… hoặc máy nào các bác có thấy có thể edit được trên LCD thì làm trực tiếp luôn.
Mình có thề chỉnh đùn 100 mm và edit E trực tiếp trên màn hình điều khiển của máy luôn nhé, không cần gửi lệnh.
Mình viết cái này chung cho tất cả các máy không chỉnh được và chỉnh được trên LCD.
Bây giờ bộ đùn đã được hiệu chỉnh chính xác, hãy in và thưởng thức thành quả thôi các bác.
P/s: Cái này cũng dùng được áp dụng để hiệu chỉnh các trục X Y và Z luôn nhé các bác, cùng công thức tính toán.
Chi tiết chỉnh các trục X Y và Z, hãy đón đọc bài viết tiếp theo!
Nguồn: Huỳnh Thiên Phước
Edit: Admin
Để lại một bình luận